Universal Coupling Fabrication
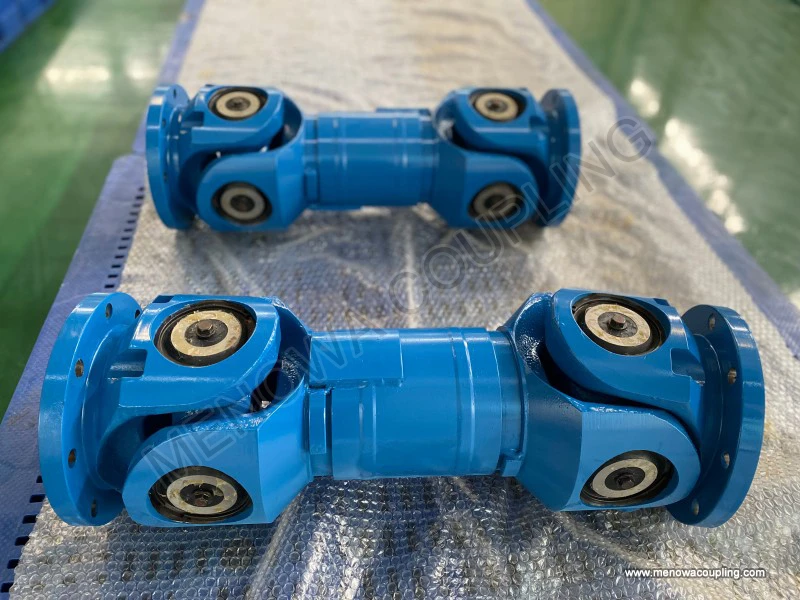
Universal coupling fabrication stands as a foundational discipline within mechanical manufacturing, focusing on the precise production of flexible shaft connection components that enable reliable torque transmission between misaligned rotating shafts. As a core mechanical component widely adopted in power transmission systems across diverse industrial scenarios, universal couplings compensate for axial, radial, and angular deviations between connected shafts, ensuring continuous and stable power output even under complex operating conditions. The entire fabrication process integrates material science, precision machining, thermal processing, and mechanical assembly technologies, with every procedural detail directly determining the structural stability, service life, and operational efficiency of the final component. Unlike fixed shaft connectors, universal couplings require a unique balance of structural flexibility and mechanical rigidity, making their fabrication standards far more stringent than conventional mechanical parts and demanding rigorous control over every production link from raw material selection to finished product inspection.

Material selection serves as the primary and decisive step in universal coupling fabrication, laying the fundamental foundation for component performance and durability. The operating characteristics of universal couplings require raw materials to possess excellent comprehensive mechanical properties, including high tensile strength, superior fatigue resistance, balanced toughness, and outstanding wear resistance, as the components endure repeated alternating loads, friction, and impact forces during long-term continuous operation. Carbon steel and alloy steel are the most commonly used base materials for conventional universal coupling production, thanks to their stable metallurgical properties, excellent machinability, and reliable mechanical performance after targeted thermal treatment. For components bearing core loads such as cross shafts and fork bodies, medium-carbon alloy steels are prioritized, as their internal molecular structure can be optimized through heat treatment to form a hard wear-resistant surface and a tough inner core, effectively avoiding surface wear while preventing overall structural fracture under heavy loads. For universal couplings applied in special working environments involving high humidity, chemical corrosion, or extreme temperature fluctuations, modified stainless steel materials are selected to enhance corrosion resistance and environmental adaptability, ensuring stable operation in harsh industrial scenarios. Before formal processing, all raw materials undergo strict preliminary screening and sampling detection to eliminate materials with uneven internal texture, impurity defects, or unqualified hardness indicators, ensuring consistency in the basic performance of batch-produced components.
The initial processing phase of universal coupling fabrication centers on blank forming, which shapes the basic structural outline of each component and optimizes internal metal fiber distribution. For core load-bearing parts, forging forming is the dominant process, as closed-die forging technology can refine the internal grain structure of the metal, eliminate loose pores and internal defects in the raw material, and form continuous and uniform metal fiber lines along the component’s stress-bearing direction. This forming method significantly improves the structural compactness and mechanical strength of components, enabling them to withstand long-term alternating torque and impact loads without structural deformation or fatigue damage. During the forging process, precise temperature control is implemented throughout the heating, pressing, and forming stages: the heating temperature is strictly adjusted according to material characteristics to avoid overheating-induced grain coarsening or insufficient heating leading to poor forming fluidity. The pressing process adopts graded pressure application to ensure full metal filling of the mold cavity, forming blanks with complete outlines and uniform wall thickness. For auxiliary components with low load-bearing requirements, stamping or cutting forming processes are adopted to improve production efficiency while meeting basic structural precision standards. After blank forming, all blanks are subjected to preliminary trimming to remove burrs, flash edges, and surface irregularities, creating a smooth foundation for subsequent precision machining.
Precision machining constitutes the core link of universal coupling fabrication, directly determining the dimensional accuracy, assembly precision, and motion coordination of finished products. The structural particularity of universal couplings requires extremely high precision for key matching parts, including bearing holes, key grooves, and shaft diameter surfaces, as tiny dimensional deviations will lead to increased operational friction, shaft misalignment, and even accelerated component wear during power transmission. Modern fabrication relies on multi-axis linkage numerical control machining equipment to complete integrated processing of core components such as fork bodies and cross shafts. For fork body parts, after precise positioning with the stop mouth as the center and the end key groove as the directional reference, one-time clamping and multi-station processing is realized to complete the machining of bearing ear holes and symmetrical grooves, effectively avoiding assembly errors caused by repeated clamping positioning deviations. Key groove processing adopts milling first and then fine grinding technology to ensure the symmetry of the key groove relative to the rotation center and meet the precise matching requirements with the connecting shaft. The surface roughness of key friction and matching surfaces is strictly controlled through fine grinding processes to reduce contact friction resistance and improve the smoothness of relative motion between components. All machining procedures follow unified precision benchmarks, with dimensional tolerances strictly controlled within the range required by mechanical design specifications, ensuring the interchangeability and assembly consistency of batch components.
Heat treatment processing is an indispensable procedure to optimize the mechanical properties of universal coupling components, achieving the complementary balance of surface hardness and core toughness that mechanical processing alone cannot accomplish. Different heat treatment processes are formulated for components with different structural functions and load-bearing requirements to adapt to diverse operating conditions. Core moving components such as cross shafts and bearing pins undergo carburizing, quenching, and tempering composite treatments: carburizing increases the surface carbon content of the parts, followed by high-temperature quenching to form a high-hardness wear-resistant layer on the component surface, while low-temperature tempering eliminates internal quenching stress to prevent component cracking and deformation. This treatment enables the component surface to resist friction and wear during long-term operation, while the retained tough core structure can buffer instantaneous impact loads and avoid brittle fracture. For fork bodies and other structural support components, overall quenching and high-temperature tempering processes are adopted to improve overall structural strength and toughness, enhancing the component’s ability to resist alternating loads and structural fatigue. The entire heat treatment process adopts computerized temperature control and time management to ensure stable and consistent treatment effects for each batch of components, with accurate control of the infiltration layer depth and hardness range to avoid performance fluctuations caused by inconsistent heat treatment parameters. After heat treatment, all components undergo stress relief treatment to eliminate residual internal stress generated during forging and machining, preventing dimensional deformation and structural failure during subsequent assembly and service.
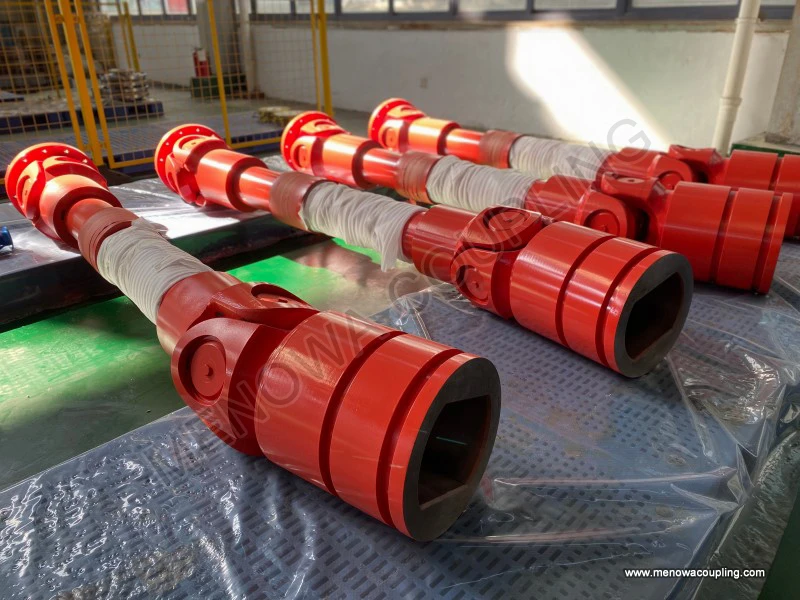
Surface treatment and finishing processes further enhance the environmental adaptability and service stability of universal couplings, optimizing surface performance on the basis of ensuring structural precision and mechanical properties. After heat treatment and precision machining, component surfaces retain tiny processing traces and are prone to oxidation and corrosion in atmospheric environments, so standardized surface finishing is required. Common treatment methods include surface polishing, anti-rust coating, and uniform surface modification. Polishing treatment removes tiny burrs and uneven textures on the component surface, further reducing friction coefficients between matching parts and improving the flexibility of relative motion. Anti-rust coating forms a dense protective film on the component surface, isolating air, moisture, and trace corrosive substances in the working environment, effectively delaying surface oxidation and corrosion and extending the service life of components. For universal couplings used in outdoor, humid, or lightly corrosive working conditions, enhanced surface treatment processes are adopted to improve surface durability. All surface treatments follow the principle of not damaging component dimensional precision and matching performance, ensuring that the optimized surface performance does not affect the assembly accuracy and power transmission efficiency of the coupling.
Precision assembly is a key step to integrate individual processed components into a complete functional universal coupling, and assembly accuracy directly affects the overall operating performance of the product. Before assembly, all parts undergo comprehensive cleaning to remove residual machining oil, metal debris, and surface impurities, ensuring clean and precise matching surfaces. The assembly process follows the principle of sequential positioning and graded fastening, starting with the matching installation of cross shafts and fork bodies to ensure flexible and gap-free rotation of the hinge structure. During assembly, the clearance between rotating matching parts is strictly controlled to avoid excessive clearance leading to operational vibration and torque transmission loss, or overly tight clearance causing increased friction and component wear. Lubricating materials with stable performance are evenly applied to all moving friction pairs during assembly to form a uniform lubricating film between contact surfaces, reducing dry friction during operation and improving the smoothness and stability of power transmission. After the assembly of internal core structures, sealing components are installed in place to block external dust, impurities, and moisture, protecting internal moving parts from environmental interference and maintaining long-term operational stability of the coupling. The overall assembly process adheres to standardized operating specifications, with repeated calibration of structural symmetry and rotation flexibility to ensure no jamming, abnormal shaking, or unsmooth rotation during the overall rotation process.
Performance inspection and quality control run through the entire universal coupling fabrication process, forming a full-process quality assurance system from raw material entry to finished product delivery. In the raw material inspection stage, material composition, hardness, and mechanical properties are sampled and tested to ensure compliance with production design standards. During processing, real-time dimensional detection is carried out for key machining links, with timely adjustment of processing parameters once dimensional deviations are found to avoid batch unqualified products. After heat treatment, component hardness, internal stress, and metallographic structure are detected to verify the effectiveness of thermal treatment and ensure that mechanical properties meet operational requirements. After finished assembly, overall performance testing is conducted, including rotation flexibility detection, no-load operation testing, and load stability testing. The finished product is required to rotate smoothly under no-load conditions without abnormal noise and jamming; under simulated load operating conditions, it can stably transmit torque without obvious vibration, deformation, or power loss. In addition, long-term fatigue resistance and wear resistance sampling tests are carried out on batch products to verify the structural stability and service life of the coupling under long-term alternating operating conditions, ensuring that all delivered products can adapt to continuous and stable industrial operation requirements.
The optimization of universal coupling fabrication technology has always been closely linked to the development of industrial transmission technology, with continuous process upgrades to adapt to increasingly complex industrial operating conditions. Traditional fabrication processes are gradually optimized and upgraded with the support of modern manufacturing technology: refined forging technology improves the compactness of component structures, high-precision numerical control machining improves dimensional accuracy consistency, and intelligent heat treatment equipment realizes precise control of component performance. Meanwhile, with the diversification of industrial application scenarios, fabrication processes are gradually developing towards customization and refinement. For low-speed and heavy-load working scenarios, fabrication processes are optimized to enhance component load-bearing and impact resistance; for high-speed and precision transmission scenarios, machining precision and dynamic balance performance are further improved to reduce operational vibration and transmission error; for special environmental scenarios, material matching and surface treatment processes are adjusted to enhance environmental adaptability.
In practical industrial applications, the fabrication quality of universal couplings directly affects the operational stability of the entire power transmission system. High-quality fabricated universal couplings can effectively compensate for installation errors and operational shaft deviation changes, maintain efficient and stable torque transmission, reduce equipment operational failure rates and maintenance costs, and improve the overall operational efficiency of mechanical equipment. In contrast, unqualified fabrication processes will lead to problems such as insufficient component strength, poor assembly precision, and unstable motion coordination, causing equipment vibration, abnormal noise, accelerated wear, and even structural failure during operation, seriously affecting the safe and stable operation of industrial production. Therefore, standardized, refined, and intelligent fabrication management is the core guarantee to ensure the reliable performance of universal couplings.
Looking at the development trend of universal coupling fabrication, the industry will continue to move towards high precision, high durability, and intelligent production. The continuous innovation of material technology will provide more high-performance raw materials for coupling fabrication, further improving the mechanical properties and environmental adaptability of products. The popularization of intelligent processing equipment and digital production management systems will realize real-time monitoring and precise control of the entire fabrication process, reduce human error, and improve the consistency and stability of batch product quality. At the same time, with the rapid development of intelligent manufacturing and high-end equipment manufacturing, universal coupling fabrication will pay more attention to the integration of performance optimization and lightweight design, continuously adapting to the high-efficiency, high-precision, and high-stability operational requirements of modern industrial transmission systems, and providing more reliable basic component support for the development of various mechanical equipment fields.
Post Date: Jun 3, 2026
https://www.menowacoupling.com/china-coupling/universal-coupling-fabrication.html
Products









Tags







Supply
Related Articles
Uses of Universal Coupling
In the intricate ecosystem of mechanical transmission systems, universal couplings stand out as one of the most versatile and indispensable mechanical components, serving as a critical bridge for power and motion transmission across countless industrial and civilian mechanical devices. Also widely known as universal joi…Diagram of Universal Coupling
A universal coupling, widely recognized as a core mechanical component for flexible power transmission, serves as a pivotal connecting structure in mechanical transmission systems to transfer rotational torque and motion between two shafts with angular misalignment. The structural diagram of a universal coupling intuiti…What is Universal Coupling
A universal coupling, commonly referred to as a universal joint or U-joint, is a fundamental mechanical transmission component designed to connect two rotating shafts while enabling reliable transfer of torque and rotational motion under misaligned operating conditions. Unlike rigid coupling mechanisms that demand preci…Dimensions of Universal Coupling
Universal couplings, commonly known as universal joints or Cardan joints, serve as fundamental mechanical components for power transmission between misaligned rotating shafts in diverse mechanical systems. Their dimensional parameters are the core factors that determine structural compatibility, operational stability, l…Universal Coupling Exporter
As a vital component in mechanical transmission systems, universal couplings play an irreplaceable role in connecting two shafts that are not in the same axis or have relative displacement, ensuring stable and efficient torque transmission. For universal coupling exporters, understanding the product’s working principle…Working Principle of Universal Coupling
A universal coupling, also widely known as a universal joint, is a fundamental mechanical transmission component designed to solve the core problem of power transmission between two non-collinear rotating shafts. Unlike rigid couplings that only work efficiently when connected shafts maintain perfect coaxial alignment, …Gap Chart of Universal Coupling
The operational stability and transmission accuracy of universal couplings are fundamentally determined by the internal gap distribution between mating components, making gap chart analysis a core technical method for evaluating assembly quality, predicting operating performance, and optimizing structural design. A univ…Universal Coupling For Ball Mill
In the complex and demanding operating environment of mineral processing, building materials production, chemical raw material grinding and other heavy industrial fields, ball mills stand as core processing equipment responsible for crushing and grinding various bulk raw materials into fine particles and powders that me…Maintenance of Universal Coupling
Universal couplings serve as indispensable connecting components in mechanical transmission systems, designed to transmit rotational torque between two shafts that operate with angular misalignment, parallel offset, or variable positional relationships. Widely applied in industrial transmission equipment, mechanical eng…Characteristics of Universal Coupling
A universal coupling, also commonly referred to as a universal joint or U-joint, is a critical mechanical component designed to connect two rigid shafts whose axes are inclined to each other, enabling the transmission of rotary motion and torque even when the shafts are not perfectly aligned. This versatile component ha…
 WeChat
WeChat WhatsApp
WhatsApp